As a precisely engineered fluid/gas transmission apparatus, the hole taper plays a crucial role in influencing the flow characteristics, including velocity and reaction efficiency. In certain specialized applications such as medical devices, automobile engines, and semiconductor probe cards, a zero-taper (vertical) hole configuration is essential, as outlined in Table 1.

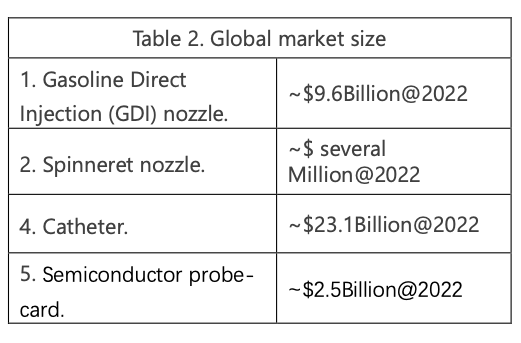
The impetus driving these application stems from substantial market demands, particularly within the automotive, medical devices, and semiconductor industries. Table 2 below illustrates the market size for each application.
After decades of laser technology development, laser micro-hole drilling has emerged as the superior choice over traditional methods like CNC machining and EDM (electrical discharge machining), owing to its unparalleled advantages.
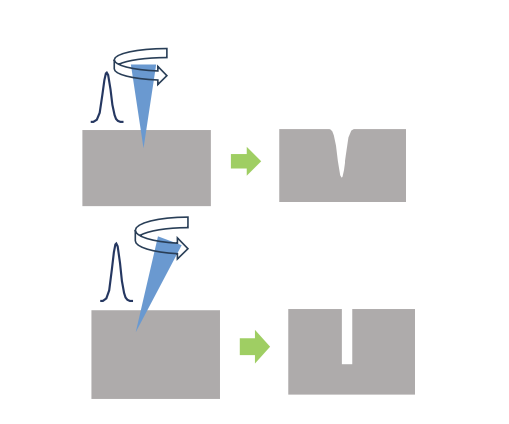
Due to the inherent Gaussian beam profile, the drilled hole exhibits a positively tapered shape with an angle ranging from 5 to 10 degrees when the laser beam is incident in the standard perpendicular manner, as depicted in Figure 1A. An established technique for altering the taper angle involves tilting the incident beam towards the surface, as illustrated in Figure 1B.
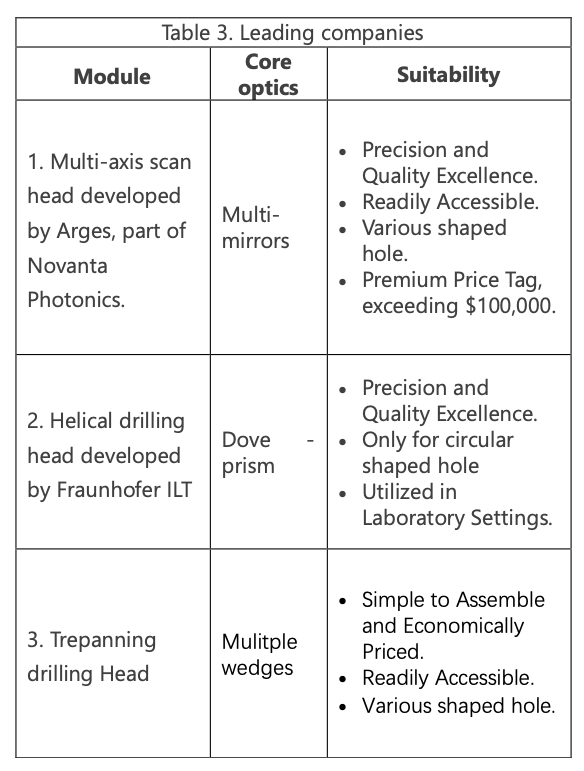
Several techniques exist for tilting the incident beam, employing various optics such as multiple mirrors, Dove prisms, and wedges. Table 3 provides an overview of the currently available drilling modules in the market, along with their respective application suitability.
It has to be noticed that all these drilling modules are considered as special drilled modules because the system complexity, higher cost, and requiring trained technical operator. Therefore these system are not popularly installed in most laser processing facility.
As a leading provider of laser solutions in the industry, we meticulously select the most appropriate drilling modules for manufacturing purposes. Rigorous testing has been conducted on the three modules listed above within the micro-processing market. The results indicate that the multi-axis scan head and trepanning drilling head emerge as frontrunners in this competition.
Due to its design limitations, the multi-axis scan head demonstrates superior performance for holes ranging from 100 to 500im in diameter with a low aspect ratio of ≤ 1:5. Conversely, the trepanning drilling head excels in boring holes with diameters between 30 and 500um, showcasing optimal results for high aspect ratios of up to 1:10.
Building upon this empirical evidence, our exploration extends to drilling vertical holes with distinct shapes, diameters, and aspect ratios. This investigation leverages the multi-scan head and trepanning head for their respective strengths, offering valuable insights into diverse material.
1. Drilling Examples with Multi-axis scan-head
The Arges-brand Elephant Precision Head played a crucial role in the fabrication process, precisely drilling vertical holes for device manufacturing using Advanced Optowave’s fs-1030nm and 515nm lasers. In Figure 2, we showcase a research and development setup that has the potential to evolve into a fully automated processing system, tailored to customer requirements.

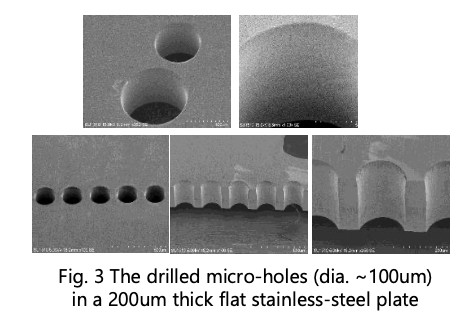
The remarkable capabilities of Arges drilling modules, particularly when coupled with fs-laser technology, are highlighted by the achievement of nearly perfect hole shapes and impeccably smooth sidewalls. Figure 3 visually demonstrates this proficiency, showcasing the drilling of micro-holes in a 200um thick flat stainless-steel plate with a diameter of 100 um.
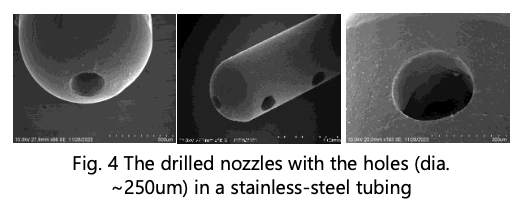
 The Arges drilling module excels at drilling precise vertical through-holes, even on curved surfaces like medical-grade stainless-steel tubing. Figure 4 displays scanning electron microscope (SEM) images of the nozzle, featuring a diameter of approximately 250 um and a wall thickness of around 250-500um.
The Arges drilling module excels at drilling precise vertical through-holes, even on curved surfaces like medical-grade stainless-steel tubing. Figure 4 displays scanning electron microscope (SEM) images of the nozzle, featuring a diameter of approximately 250 um and a wall thickness of around 250-500um.
2. Drilling Examples with Trepanning head
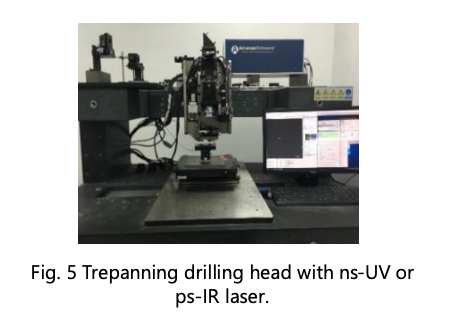
As previously mentioned, trepanning drilling emerges as a highly effective method for creating small-diameter holes (<100um), especially those with a high aspect ratio (>1:2). Our Advanced Optowave self-developed trepanning drilling setup has proven to be instrumental in achieving remarkable results. In Figure 5, we showcase holes with a diameter of less than 50um and an aspect ratio exceeding 5. This success is attributed to the advanced capabilities of our trepanning drilling system.
Versatility is a key feature of our setup, as it accommodates both ns lasers and ultrafast lasers based on the specific material requirements. This adaptability ensures optimal performance and precision in the drilling process, further solidifying the effectiveness of our technology.
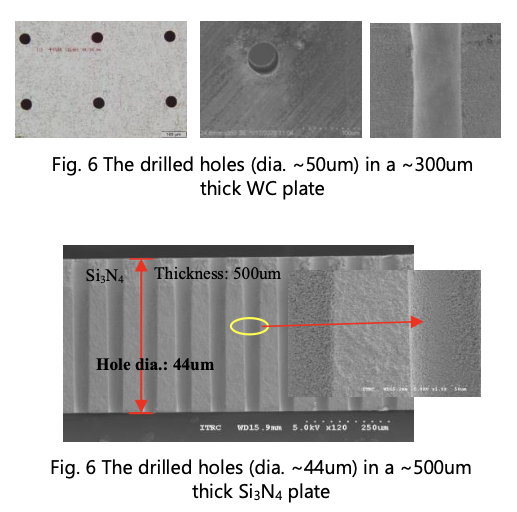
Ceramic materials often necessitate the use of ns-UV lasers due to their elevated melting points, thereby reducing concerns related to material quality. As illustrated in Figure 6, the drilling of approximately 50um diameter holes in a 300um thick tungsten carbide (WC) substrate showcases a clean edge and a smooth sidewall surface. Similarly, in Figure 7, the demonstration involves drilling approximately ~44um diameter holes in a 500um thick silicon nitride (Si3N4) substrate, highlighting once again the clean edge and smooth sidewall surface achieved through the application of ns-UV lasers.
After more than a decade of dedicated efforts in advancing laser holes drilling technology, Advanced Optowave has successfully mastered a comprehensive solution that allows precise control over the taper of the drilled holes. Our ongoing laser hole drilling technology development is now focused on achieving holes with a diameter of approximately 10micrometers, while maintaining an aseptic ratio exceeding 1:10.