Black marking is a sophisticated laser processing technique that generates exceptionally dark, high-contrast marks without material ablation. This is achieved through the application of short laser pulses, which modify the material’s surface structure on a nanometer scale. The resulting microstructures effectively reduce light scattering, ensuring a consistent black appearance. When employing ultrafast laser pulses, the resulting markings exhibit enhanced anti-corrosion properties. The extremely brief duration of these pulses minimizes the heat-affected zone (HAZ), allowing sufficient free chromium to remain on the surface. This residual chromium forms an oxide layer that provides corrosion resistance.
In industrial and manufacturing sectors, laser marking technology plays a crucial role in achieving durable and precise markings on various materials. This article presents a comparative analysis of four different laser sources used for black marking on 316 Stainless Steel, highlighting their performance under rigorous testing conditions, including the salt spray test and SEM analysis.
The experiment focused on evaluating four types of lasers:
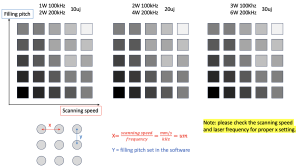
The samples underwent black marking using varied spot raster sizes, ensuring uniform spot spacing in vertical and horizontal directions. Infill spacing determined the vertical spacing, while horizontal spacing was calculated based on scanning speed divided by the repetition rate.
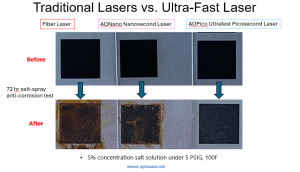
The samples were subjected to a salt spray test and the ASTM A967 standard passivation test. The salt spray test used a BEMCO P700 Bench top salt spray fog environmental chamber with a 5% concentration salt solution under 5 PSIG at a constant temperature of 100°F. This test lasted for 72 hours to simulate a continuous harsh environment with high pressure, high temperature, and saline fog.
The passivation test complied strictly with the US ASTM A967 standard, which is a standard specification for chemical passivation treatments for stainless steel parts. This process enhances the corrosion resistance of stainless steel by removing free iron from the surface and forming a protective oxide layer.
Both nanosecond and ultrafast lasers produce high-contrast black markings.
|
L*a*b* values |
Picosecond IR |
Nanosecond UV |
Fiber Laser |
|
L* value |
17.13 |
20.66 |
27.96 |
|
a* value |
0.7 |
3.31 |
2.36 |
|
b* value |
1.63 |
4.48 |
6.02 |
In our comparative analysis of black markings on stainless steel, we measured the L*a*b* values for each type of laser used. The L*a*b* color space helps quantify the lightness and color shifts of the markings, providing a clear indication of their quality. Here are the L*a*b* values obtained from our tests:
Picosecond IR Laser:
Nanosecond UV Laser:
Fiber Laser:
The picosecond IR laser exhibited the best performance in terms of producing the darkest and most color-neutral black markings, as indicated by its low L value and minimal a and b values. The nanosecond UV laser followed, producing relatively dark marks with some color deviation. The fiber laser, while still effective, produced the lightest and most color-shifted marks, indicating a lower quality of blackness compared to the other two lasers.
This analysis highlights the importance of selecting the appropriate laser type for achieving high-quality, durable black markings on stainless steel, with the picosecond IR laser being the superior choice for optimal contrast and minimal color deviation.
The AOC application team conducted a salt spray fog test using an environmental chamber to simulate harsh conditions characterized by high pressure, high humidity, and saline fog. The results demonstrated that femtosecond laser markings exhibited superior anti-corrosion properties compared to traditional fiber laser and nanosecond laser markings.
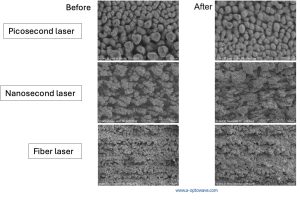
To understand the superior performance of picosecond lasers in creating anti-corrosion black markings on stainless steel, a detailed micro-structural analysis was conducted using Scanning Electron Microscopy (SEM) before and after the salt spray test. The SEM images revealed several critical aspects that highlight the advantages of picosecond laser markings:
1. Minimal Heat Affected Zone (HAZ)
The SEM images show a significantly smaller HAZ than other lasers, indicating minimal thermal stress around the marking area. This preservation of the material surface structure helps maintain its corrosion resistance.
2. Enhanced Microstructure Stability
The fine and precise energy delivery preserves the microstructure of the stainless steel, maintaining its inherent anti-corrosion properties better than AONano nanosecond lasers and fiber lasers.
3. Oxide Layer Formation
The rapid energy delivery of picosecond lasers leads to the formation of a thin, uniform, and stable oxide layer on the surface, enhancing the anti-corrosion properties of the stainless steel.
4. Contaminant-Free Surface
The markings created with picosecond lasers show a clean and contaminant-free surface. The absence of molten material and debris ensures a more stable and corrosion-resistant marking.
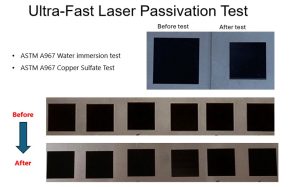
AOC’s ultrafast laser black markings on stainless steel successfully passed the standard passivation test under ASTM A967. This standard specifies the requirements for chemical passivation treatments for stainless steel parts, enhancing corrosion resistance by removing free iron from the surface and forming a protective oxide layer.
The testing procedure included both the water immersion test and the copper sulfate test. These tests involved verifying that the material surface was uncontaminated before testing and using copper sulfate pentahydrate and sulfuric acid to evaluate the marking surface’s resistance to passivation.
Both laser systems provide remarkable performance in leaving black marks on stainless steel. However, nanosecond UV systems offer greater L*a*b* value than fiber lasers while maintaining a good balance of cycle times. The 72-hour salt spray test revealed that nanosecond UV lasers create less HAZ on the material surface than fiber lasers, retaining higher self-protective features of the stainless steel.
Based on the test results nanosecond UV laser is a viable option for applications where moderate durability and high contrast are sufficient. Its performance makes it suitable for marking tasks where occasional color deviations are acceptable, such as general industrial marking and coding. This laser strikes a balance between cost and performance, making it a cost-effective solution for many marking applications without the stringent requirements for maximum durability.
The fiber laser is best suited for applications where high precision is less critical, and slight color deviations are acceptable. It can be used effectively in situations where cost constraints are significant, and the marking environment is less harsh. While fiber lasers offer a cost-effective solution with reasonable performance for less demanding applications, they may incur higher maintenance costs and more frequent rework in environments where high durability and minimal color deviation are crucial.
The ultrafast lasers demonstrated superior performance in achieving durable black markings on 316 Stainless Steel. They exhibited minimal surface alteration and retained integrity even after exposure to harsh testing conditions. The picosecond IR laser also produced L*a*b* values of 17, 0.7, and 1.63, indicating the darkest and most color-neutral black markings. This performance underscores the high quality and durability of ultrafast laser markings, making them ideal for applications requiring precise and resilient marks.
Given their superior performance and resilience, ultrafast lasers are highly suitable for applications that demand high-quality, durable black markings. This includes sectors like aerospace, medical devices, and high-precision manufacturing where both visual quality and durability are paramount. Although ultrafast lasers may involve higher initial costs, their efficiency in producing long-lasting and high-quality marks can result in lower long-term operational costs due to reduced need for rework and maintenance
Advanced Optowave’s ultrafast lasers have shown superior capabilities in leaving corrosion-resistant and high-quality black markings on stainless steel materials. Future research and development should focus on further optimizing laser parameters to enhance performance and exploring new industrial applications for these advanced laser systems. Additionally, the ongoing improvement of laser technologies and methodologies will continue to expand the potential uses and benefits of laser marking in various sectors.